700×300 H nosník Q235B a Q345B nosník, I nosník Ocelová konstrukce Univerzální sloup

1. Jednoduchý návod:
H-beam je druh ekonomické sekce a vysoce účinná sekce s optimalizovanějším rozložením plochy průřezu a
rozumnější poměr pevnosti k hmotnosti. Je pojmenován podle toho, že jeho část je stejná jako anglické písmeno „H“. Vzhledem k tomu, všechny části
H-nosník je uspořádán v pravém úhlu, H-nosník má výhody silné ohybové odolnosti, jednoduché konstrukce,
úspora nákladů a nízká hmotnost ve všech směrech a byla široce používána.
2. Chemické složení
| Školní známka | Chemické složení (%) | ||||
| C | Si | Mn | P | S | |
| Q235B | ≤0,20 | ≤0,35 | ≤1,40 | ≤0,045 | ≤0,045 |
| Q345B | ≤0,20 | ≤0,50 | ≤1,70 | ≤0,035 | ≤0,035 |
| Q345C | ≤0,20 | ≤0,50 | ≤1,70 | ≤0,035 | ≤0,030 |
| Q345D | ≤0,18 | ≤0,50 | ≤1,70 | ≤0,035 | ≤0,025 |
3. Mechanické vlastnosti
| Školní známka | Mechanická vlastnost | ||
| Mez kluzu (N/mm2)/(Mpa) | Pevnost v tahu (N/mm2)/(Mpa) | Prodloužení (%) | |
| Q235B | ≥235 | 370-500 | ≥26 |
| Q345B | 345 | 470-630 | ≥20 |
| Q345C | 345 | 470-630 | ≥21 |
| Q345D | 345 | 470-630 | ≥21 |
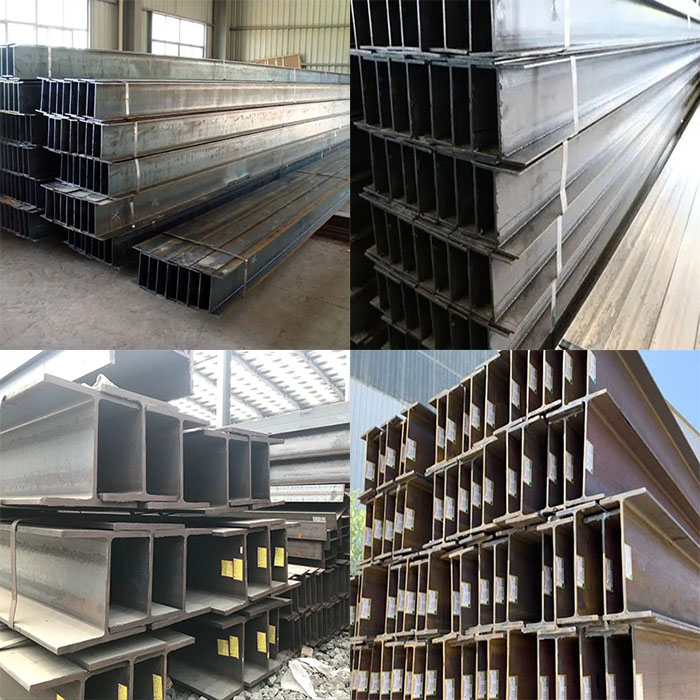
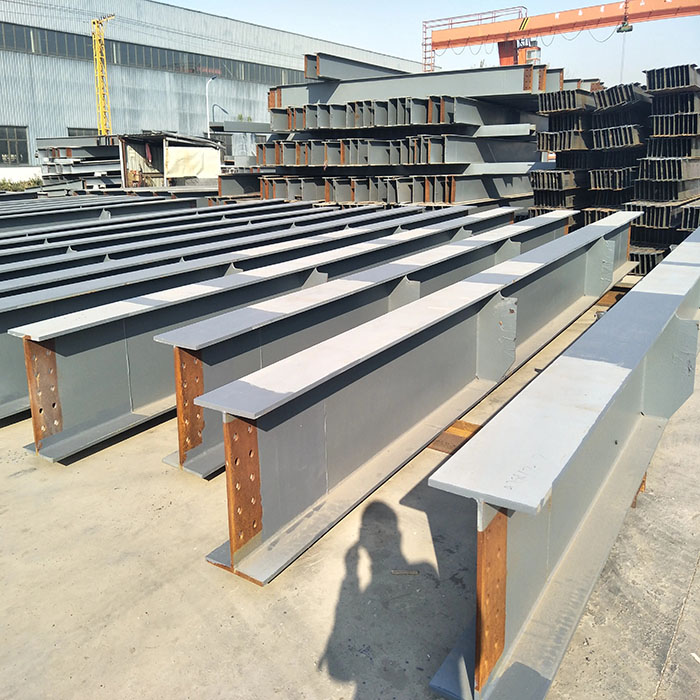
4. Ukázka obrázků:
5. Další léčba:
6. Vysokofrekvenční svařovaný H paprsek:
K lokálnímu ohřevu kovového povrchu se používá vysokofrekvenční proud, který se svařuje působením vnější síly bez
jakýkoli svařovací drát nebo tavidlo a lze je nepřetržitě vyrábět ve velkých množstvích.
1) Široký rozsah specifikací (velikost sekce). Výška, stojina, tloušťka příruby a šířka příruby lze vybrat podle zákazníka
požadavky na svařování ocelových plechů. Může být použit jako jiný než standardní H-nosník válcovaný za tepla.
2) Vyberte si různé druhy oceli. H-nosníky válcované za tepla jsou převážně Q235B a Q345B. Když jsou malé série speciálních ocelí
výrobní závod je nemůže vyrábět. Svařování může zvolit ocelový plech podle potřeby.
3) Výrobek má vysokou přesnost a dobrou kvalitu povrchu. Vzhledem k vysoké přesnosti a dobré kvalitě povrchu výrobku z ocelového plechu,
přesnost H po svařování je také vysoká a kvalita povrchu je také dobrá. Odchylka tloušťky ocelových plechů (používá se pro svařování H-nosníků)
je obecně několik desetin milimetru až několik desetin milimetru, zatímco odchylka tloušťky za tepla válcovaných H-nosníků je několik desetin
milimetr na 1 milimetr, což je téměř 10násobný rozdíl.
4) Stabilní výkon a dobrá vnitřní organizace. Od výroby ocelových plechů od tavení přes plynulé lití až po válcování je
vyšší než u za tepla válcovaných H-paprsků) jsou indikátory spolehlivé a stabilní.
5) Je snadné mít vady svařování. I když je zde mnoho výše zmíněných výhod, díky svařovacímu tváření zde zůstává po svařování zbytky
tepelné namáhání v oblasti svařování, struktura oblasti svařování je odlišná a dochází ke strukturálnímu napětí, které je náchylné na vady svařování.
S neustálým zlepšováním úrovně svařování a úrovně tepelného zpracování se tyto nevýhody postupně snižují. Dnes kvalitně svařeno
H-paprsky byly použity v různých oblastech včetně vojenského průmyslu a letectví.