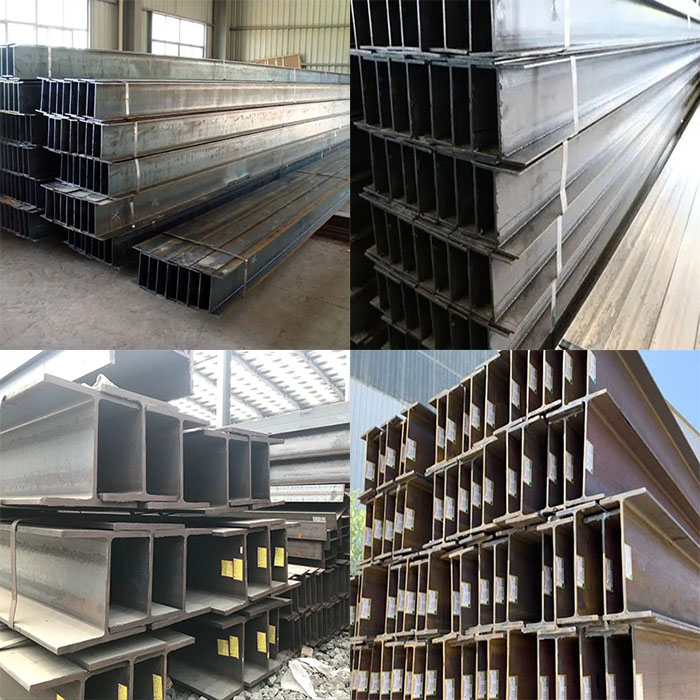
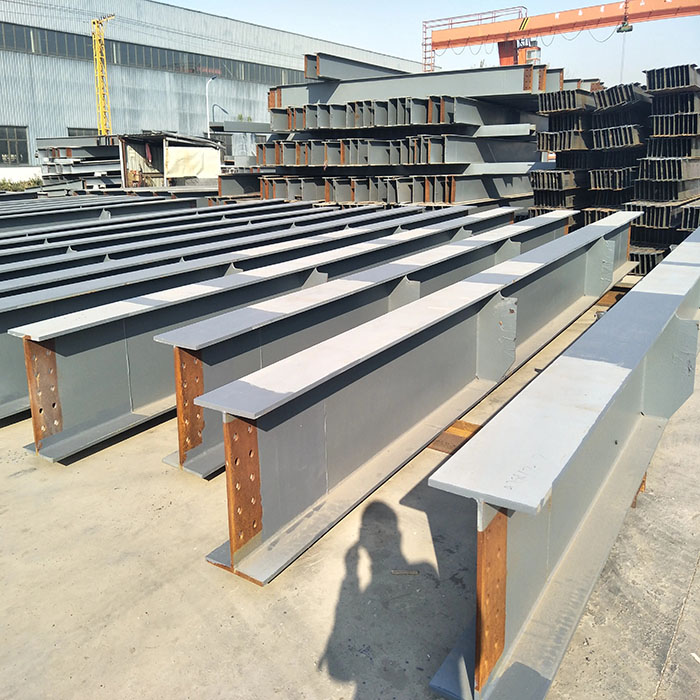
700×300 H grindă Q235B și Q345B grindă, grindă I Structură din oțel Stâlp universal

1. Instrucțiuni simple:
Fascicul H este un fel de secțiune economică și secțiune de înaltă eficiență, cu distribuție mai optimizată a zonei în secțiune transversală și
raport putere-greutate mai rezonabil. Este numit după ce secțiunea sa este aceeași cu litera engleză „H”. Din moment ce toate părțile
grinda H sunt dispuse în unghi drept, grinda H are avantajele rezistenței puternice la îndoire, construcție simplă,
economie de costuri și greutate redusă în toate direcțiile și a fost utilizat pe scară largă.
2. Compoziția chimică
| Nota | Compoziție chimică (%) | ||||
| C | Si | Mn | P | S | |
| Q235B | ≤0,20 | ≤0,35 | ≤1,40 | ≤0,045 | ≤0,045 |
| Q345B | ≤0,20 | ≤0,50 | ≤1,70 | ≤0,035 | ≤0,035 |
| Q345C | ≤0,20 | ≤0,50 | ≤1,70 | ≤0,035 | ≤0,030 |
| Q345D | ≤0,18 | ≤0,50 | ≤1,70 | ≤0,035 | ≤0,025 |
3. Proprietăți mecanice
| Nota | Proprietate mecanică | ||
| Limita de curgere (N/mm2)/(Mpa) | Rezistența la tracțiune (N/mm2)/(Mpa) | Alungire (%) | |
| Q235B | ≥235 | 370-500 | ≥26 |
| Q345B | 345 | 470-630 | ≥20 |
| Q345C | 345 | 470-630 | ≥21 |
| Q345D | 345 | 470-630 | ≥21 |
4. Prezentare imagini:
5. Tratament suplimentar:
6. Grinda H sudată de înaltă frecvență:
Curentul de înaltă frecvență este utilizat pentru a încălzi local suprafața metalică și este sudat sub acțiunea forței externe, fără
orice fir de sudare sau flux și poate fi produs continuu în cantități mari.
1) Gamă largă de specificații (dimensiunea secțiunii). Înălțimea, banda, grosimea flanșei și lățimea flanșei pot fi selectate în funcție de client
cerințele pentru sudarea plăcilor de oțel. Poate fi folosit ca o altă varietate decât standardul de grinzi în H laminate la cald.
2) Alegeți o varietate de tipuri de oțel. Grinzile în H laminate la cald sunt în principal Q235B și Q345B. Când loturi mici de clase speciale de oțel sunt
necesar, unitatea de producție nu le poate produce. Sudarea poate alege placa de oțel după cum este necesar.
3) Produsul are precizie ridicată și calitate bună a suprafeței. Datorită preciziei ridicate și calității bune a suprafeței produsului din tablă de oțel,
precizia H după sudare este, de asemenea, ridicată și calitatea suprafeței este, de asemenea, bună. Abaterea de grosime a plăcilor de oțel (utilizată pentru sudarea grinzilor în H)
este în general de la câteva zecimi de milimetru până la câteva zecimi de milimetru, în timp ce abaterea de grosime a grinzilor H laminate la cald este de câteva zecimi de
milimetru până la 1 milimetru, care este de aproape 10 ori diferența.
4) Performanță stabilă și bună organizare internă. Deoarece producția de plăci de oțel de la topire la turnare continuă până la laminare este
mai mare decât cea a grinzilor în H laminate la cald) indicatorii sunt fiabili și stabili.
5) Este ușor să aveți defecte de sudură. Deși sunt multe avantaje menționate mai sus, datorită formării prin sudură, există reziduuri de sudare
stresul termic în zona de sudare, structura zonei de sudare este diferită și există stres structural, care este predispus la defecte de sudare.
Odată cu îmbunătățirea continuă a nivelului de sudură și a nivelului de tratament termic, aceste dezavantaje sunt reduse treptat. Astăzi, sudate de înaltă calitate
Grinzile H au fost utilizate în diverse domenii, inclusiv industria militară și aerospațială.