700 × 300 H Beam Q235B an Q345B Beam, I Beam Stol Struktur Universal Column

1. Einfach Instruktioun:
H-Beam ass eng Zort wirtschaftlech Sektioun an héich-Effizienz Sektioun mat méi optimiséiert Querschnitt Beräich Verdeelung an
méi raisonnabel Kraaft-zu-Gewiicht Verhältnis. Et ass benannt nodeems seng Sektioun d'selwecht ass wéi den englesche Bréif "H". Well all Deeler vun
den H-Strahlen sinn am richtege Wénkel arrangéiert, den H-Beam huet d'Virdeeler vu staarker Béi-Resistenz, einfacher Konstruktioun,
Käschten spueren a Liicht Gewiicht an all Richtungen, a gouf wäit benotzt.
2. Chemesch Zesummesetzung
| Grad | Chemesch Zesummesetzung (%) | ||||
| C | Si | Mn | P | S | |
| Q235B | ≤0,20 | ≤0,35 | ≤1,40 | ≤0,045 | ≤0,045 |
| Q345B | ≤0,20 | ≤0,50 | ≤1,70 | ≤0,035 | ≤0,035 |
| Q345C | ≤0,20 | ≤0,50 | ≤1,70 | ≤0,035 | ≤0,030 |
| Q345 D | ≤0,18 | ≤0,50 | ≤1,70 | ≤0,035 | ≤0,025 |
3. Mechanesch Eegeschafte
| Grad | Mechanesch Propriétéit | ||
| Yield Stäerkt (N/mm2)/(Mpa) | Tensile Stäerkt (N/mm2)/(Mpa) | Verlängerung (%) | |
| Q235B | ≥235 | 370-500 | ≥26 |
| Q345B | 345 | 470-630 | ≥20 |
| Q345C | 345 | 470-630 | ≥21 |
| Q345 D | 345 | 470-630 | ≥21 |
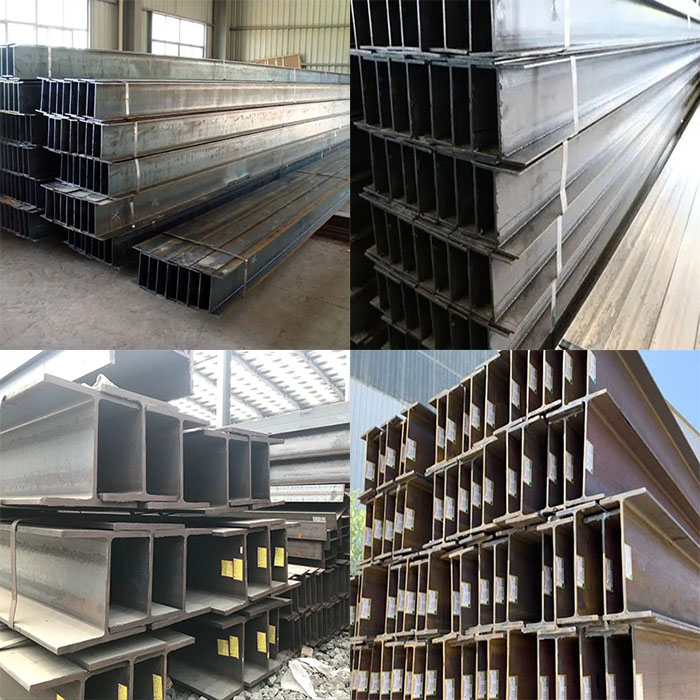
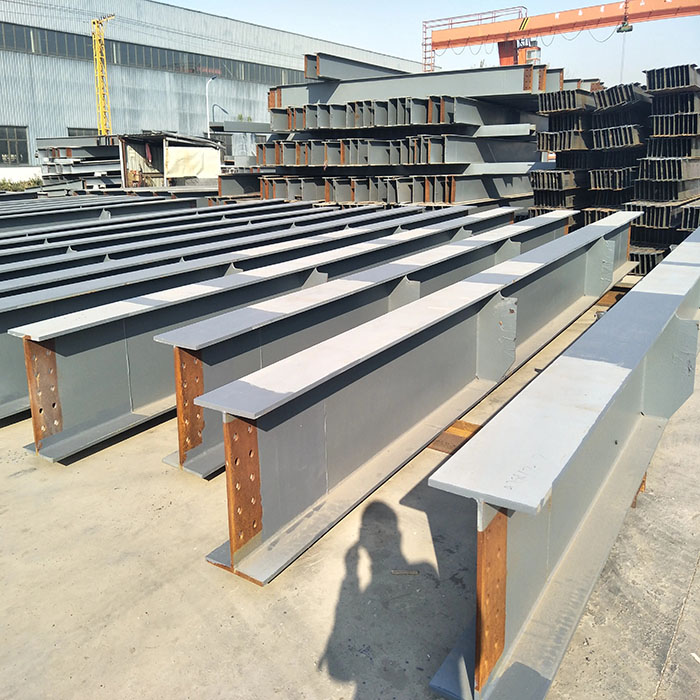
4. Bild Show:
5. Weider Behandlung:
6. Héich Frequenz geschweißte H Beam:
Héichfrequenz Stroum gëtt benotzt fir d'Metalluewerfläch lokal z'erhëtzen, an et gëtt ënner der Handlung vun externer Kraaft geschweest, ouni
all Schweess Drot oder Flux, a kann kontinuéierlech a grousse Quantitéite produzéiert ginn.
1) Breet Palette vun Spezifikatioune (Sektioun Gréisst). Héicht, Web, Flangedicke a Flangebreet kënnen no Client ausgewielt ginn
Ufuerderunge fir Stahlplackschweißen. Et kann als eng aner Varietéit benotzt ginn wéi de Standard vum waarme gewalzten H-Beam.
2) Wielt eng Vielfalt vu Stolzorten. Warmgewalzte H-Trägere sinn haaptsächlech Q235B an Q345B. Wann kleng Chargen vu spezielle Stol Qualitéiten sinn
néideg, d'Produktiounsanlag kann se net produzéieren. Schweess kann Stolplack wielen wéi néideg.
3) De Produit huet héich Präzisioun a gutt Uewerfläch Qualitéit. Wéinst der héijer Präzisioun a gudder Uewerflächqualitéit vum Stolplackprodukt,
d'H Präzisioun nom Schweißen ass och héich an d'Uewerflächqualitéit ass och gutt. D'Dickeabweichung vu Stahlplacken (benotzt fir Schweißen H-Trägere)
ass allgemeng e puer Zéngtel vun engem Millimeter bis e puer Zéngtel vun engem Millimeter, während d'Dickedeviatioun vu waarmgewalzene H-Träger e puer Zéngtel vun engem
Millimeter bis 1 Millimeter, dat ass bal 10 Mol den Ënnerscheed.
4) Stabil Leeschtung a gutt intern Organisatioun. Zënter der Produktioun vu Stolplacke vu Schmelzen bis kontinuéierlech Goss bis Walzen ass
méi héich wéi déi vun waarm gewalzten H-Trägere) Indikatoren sinn zouverlässeg a stabil.
5) Et ass einfach Schweessfehler ze hunn. Och wann et vill Virdeeler hei uewen erwähnt gëtt, gëtt et wéinst der Schweißbildung Schweessresid
thermesch Belaaschtung am Schweißberäich, d'Struktur vum Schweißberäich ass anescht, an et gëtt strukturell Belaaschtung, wat ufälleg ass fir Schweißdefekter.
Mat der kontinuéierlecher Verbesserung vum Schweessniveau a Wärmebehandlungsniveau ginn dës Nodeeler graduell reduzéiert. Haut, héichwäerteg geschweißt
H-Trägere goufen a verschiddene Beräicher benotzt, dorënner Militärindustrie a Raumfaart.